

Acero para cuchillos N690 -AISI 440C+CO
Propiedades
Dureza y Ductilidad : buena Resistencia al desgaste : muy alta Maquinabilidad : buena Estabilidad dimensional : buena Pulibilidad : buena
Resistencia a la corrosión : alto
Datos técnicos Designación
1.4528
SEL X105CrCoMo18-2 EN
Composición Química
C Si Mn Cr. Mo. V. Co
1,08 0,4 0,4 17,3. 1,1 0,1 1,5
Tratamiento térmico
Alivio de tensiones
temp máx 650c: Para el recocido con alivio de tensión después del procesamiento mecánico, mantenga el material a temperatura en una atmósfera neutra durante 1 a 2 horas después del calentamiento completo, luego enfríe lentamente el horno a 20 °C [68 °F]/hora hasta 200 °C. [392 °F], luego enfríe al aire.
Material endurecido y revenido: La temperatura para el recocido con alivio de tensiones debe ser de aprox. 50°C [122 °F] por debajo de la temperatura de templado previamente seleccionada. Otro procedimiento como el recocido para aliviar tensiones de material recocido blando.
Temple y revenido
Temple 1030 a 1080C. Para templar, mantenga el material a la temperatura especificada durante 15 a 30 minutos después de calentarlo por completo y enfríe rápidamente. Enfriar el material a aprox. 30°C [86°F]. El templado debe realizarse inmediatamente.
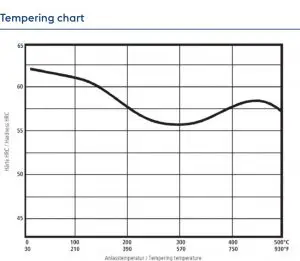
Revenido 100 a 200C. Para conseguir la dureza de trabajo deseada después del endurecimiento; consulte el diagrama de revenido. Caliente el material lentamente y atempere una vez durante 1 hora/20 mm de espesor del material, pero al menos 2 horas. Después del paso de tratamiento térmico, el material debe enfriarse a aprox. 30°C [86°F].
Indicaciones para el tratamiento
Forjado 900-1050 C
Recocido 800-850C
Temple (austenización) 1030-1080C
Dureza obtenible 58-60 HRC
Subcer necesario para alcanzar la máxima resistencia al desgaste.



{kind=link}
{kind=link}
{kind=link}
Valoraciones
No hay valoraciones aún.